معنای واقعی کلمه لیزر و 10 ها علت استفاده از لیزر برای برش ورق های فلزی
1400/09/03 در ساعت 14:48:00لغت "LASER" در واقع مخفف تقویت نور توسط انتشار تشعشعات تحریک شده است. و10 ها علت استفاده از برش لیزر فلزات
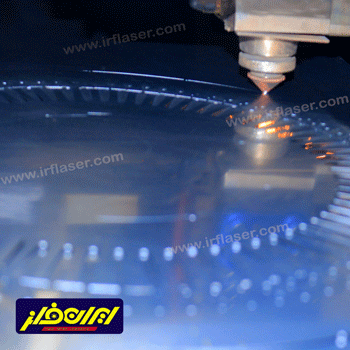
چرا از لیزر برای برش ورق های فلزی استفاده کنیم؟
اشعه لیزر کاربردهای فراوانی دارد . از روشهای استفاده از آن میتوان به برش صفحات فلزی اشاره نمود . در ورق های سیاه . روغنی گالوانیزه . استیل آلمینیوم و فلزات رنگی دارای دقت بسیار بالایی است .،برش لیزری دارای دقت بسیار بالایی است.
برشکاری فلزات توسط اشعه لیزر کیفیت برش بسیار خوبی را دارد. این روش دارای پهنای بسیار کم و ناحیه اثر گذاری حرارت دارای وسعت کمی است و امکان برش اشکال با پیچیدگی بالا و سوراخهای کوچک را فراهم می نماید. در ایران فلز خدمات برش لیزر به بهترین شکل خود خدمت مشتریان گرامی عرضه می گردد .
برای رفتن به فسمت خدمات برش لیزر ایران فلز کلیک نمایید .
برای کسب اطلاعات بیشتر به برش لیزر ایران فلز رجوع نمایید .
معنای واقعی کلمه لیزر چیست؟
بسیاری نمی دانند که لغت "LASER" در واقع مخفف تقویت نور توسط انتشار تشعشعات تحریک شده است. اما نور چگونه از یک صفحه فولادی عبور می کند؟
چگونه از اشعه لیزر برای برش استفاده میکنیم؟
پرتو لیزر ستونی است از نور با شدت خیلی بالا، یک طول موج یا یک رنگ . طول موج CO2 عادی، در ناحیه مادون قرمز طیف نور وجود دارد ، و چشم انسان توانایی دیدن ان را ندارد.
اندازه قطر پرتو تنها 3/4 اینچ می باشد که از شدت دهنده لیزری که پرتو را تولید می نماید از راه پرتو دستگاه حرکت می نماید.
این احتمال هست که قبل از اینکه در پایان بر روی سطح متمرکز شود، توسط چند آینه یا "خم کننده پرتو" در جهت های مختلف انعکاس یابد.
پرتو لیزر متمرکز شده دقیقا قبل از برخورد کردن با سطح از سوراخ نازل عبور میکند. همینطور گاز اکسیژن یا نیتروژن که فشرده شده هستند از طریق آن سوراخ نازل جریان دارد.
فوکوس اشعه لیزر را میشود بوسیله یک لنز مخصوص یا توسط یک آینه که دارای انحنا می باشد انجام داد و این در سر برش لیزر انجام می گردد .
پرتو باید دقیقاً تمرکز داشته باشد تا شکل نقطه کانونی و چگالی انرژی در نقطه تمرکز کاملاً دایره ای و ثابت باشد و در وسط نازل باشد. با ایجاد تمرکز و تبدیل پرتو بزرگ به یک نقطه، چگالی گرما در نقطه ایحاد شده بسیار بالا خواهد بود . مثال کوچک این موضوع را میتوان با متمرکز کردن نور خورشید توسط ذره بین در نظر گرفت که با استفاده آن میتوانیم آتش ایجاد کنیم. حال فکر کنید این تمرکز به 6 کیلووات انرژی در یک نقطه برسد، می شود فکر کرد که حرارت آن نقطه چقدر بالا خواهد رفت.
چگالی بالا باعث گرم شدن باسرعت بالا، ذوب و بخار شدن قسمتی از مواد یا کل مواد می شود. وقتی برش فولاد ملایم، حرارت پرتو لیزر برای آغاز مراحل سوزاندن عادی، "سوخت اکسیژن" کافی است و گاز برش لیزری اکسیژن خالص خواهد بود، درست مانند یک مشعل سوخت اکسیژن. وقتی برش فولاد ضد زنگ یا آلومینیوم، پرتو لیزر به سادگی مواد را ذوب می کند و از نیتروژن با فشار بالا برای دمیدن فلز مذاب از پوسته استفاده می شود.
در دستگاه برش لیزر CNC، سر برش لیزری بر روی سطح فلزی به شکل قسمت مورد نظر حرکت میکند. بنابراین قطعه از ورق خارج می گردد. یک سیستم کنترل ارتفاع خازنی فاصله بسیار دقیقی را بین انتهای نازل و صفحه ای که در حال برش است حفظ می کند.
این فاصله دارای اهمیت است ، چرا که تعیین می نماید که نقطه کانونی نسبت به سطح ورق کجا باشد. کیفیت برش را می توان با بالا بردن یا پایین آوردن نقطه کانونی از بالای سطح صفحه، روی سطح یا درست زیر سطح تحت تأثیر قرار داد.
پارامترهای بسیار بسیار دیگری نیز وجود دارند که بر کیفیت برش تاثیر می گذارند، اما زمانی که همه آنها به درستی کنترل شوند، برش لیزری یک فرآیند برش پایدار، قابل اعتماد و بسیار دقیق است.